2025-04-23 09:39 482次
如遇无效、虚假、诈骗课程,请立即举报为了您的资金安全,请见面交易,切勿提前支付任何费用举报

PM软件介绍:
1.PowerMILL软件基本的认识
2.PowerMILL软件界面的介绍
3.PowerMILL图形转换及图档保存
4. PowerMILL软件安装
Power MILL是英国达尔康(Delcam PIC)公司出品的功能强大,加工策略丰富的数控加工编程软件系统。软件其本身不俱备设计(CAD)模块,所以需要画图还要安装Powershape这个软件,这个也是Power MILL公司出的一个画图软件!由于其画图功能没有其它软件功能完善,所以通常是结合Ug或者其他能画图的软件一起使用。达尔康(Delcam PIC)公司于2015被欧特克(Autodesk)收购,
Power MILL由这几模块共同组成:
a---Exchange一图档格式转换模块
b---Ductpost一后处理模块
c--powershap一CAD设计模块
d---PostProcessor一后处理制作模块
优势体现:
power MILL系统操作过程完全符合数控加工的工程的概念。实体模型全自动处理,实现粗、精、清根加工编程的自动化。编程操作的难易程度与零件的复杂程度无关。CAM操作人员只需短时间的专业培训,可对非常复杂的模型进行数控编程
系统易学易用,提高cam系统的使用效率;
计算速度更快,提高数控编程的工作效率:
优化刀具路径,提高加工中心的切削效率:
支持高速加工,提高贵重设备的使用效率:
支持多轴加工,提升企业技术的应用水平:
先进加工模拟,降低加工中心试的切成本:
无过切与碰撞,排除加工事故的费用损失: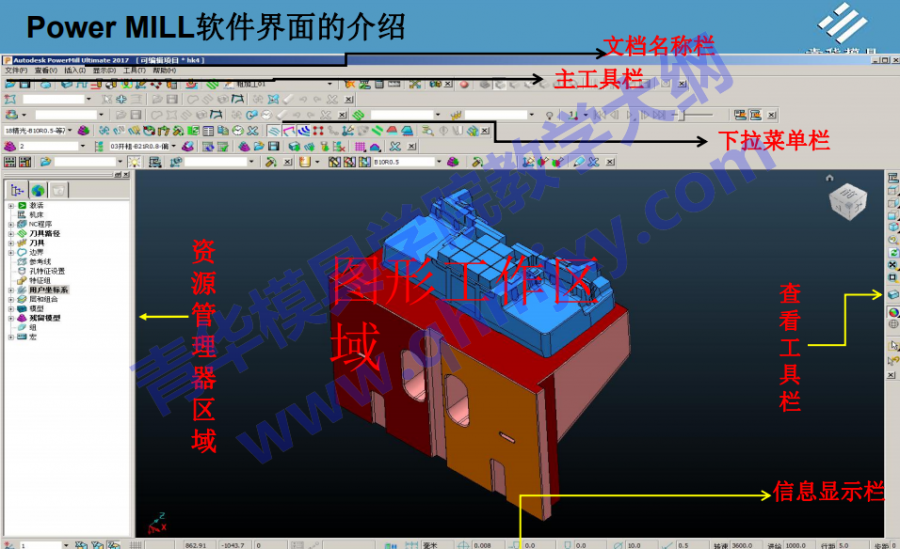
30天,你将学到这些内容:
powermill课程安排 | |
| powermill软件入门 | 课程内容 一、PM软件的介绍 二、PM软件的发展 升级内容 三、PM的特色 |
| 理论基础 | 课程内容 一、机床介绍 二、材料介绍 三、刀具介绍 四、夹具介绍 五、塑胶模具结构、加工工艺、加工流程介绍 升级内容 六、塑胶模具工厂的编程工作内容及流程介绍 七、加工前的准备工作 八、PM的加工环境介绍与功能的使用 |
| 电极加工实例篇 | 课程内容 一、简单电极加工 1、什么是电极 2、电极的基本构成和功能介绍 3、火花位的介绍和加工方法 4、电极的重要性和工厂常用方法 5、高速加工介绍和刀具进给参数 6、电极毛坯的定义 7、电极加工刀具的选择 8、电极加工注意事项 9. 机明自动编程软件的配合 二、胶位电极加工 1、电极加工前工艺分析 2、刀具的选择 3、固定轴加工的应用 4、刀刃加工对电极厚度的要求 5、怎样选择合理的工艺加工不同斜度的曲面 6、铜公成条的加工方法和注意事项 7、使用模芯区域清除,实现安全﹑快速﹑高效的开粗、以及注意事项 8、使用部件余量加工火花位以及注意事项 9、合理的选择刀具实现快速﹑安全的加工以及注意事项 10、选用合适的球刀光异形面.以及注意事项 11、使用等高对比较狭小的区域开粗、节省大量的加工时间。在等高精加工时、改变局部余量保护胶位面不被擦伤。在等高加工不规则的封闭区域时,局部改变进退刀的方式,让编程变得不在麻烦 12、综合前一把刀具大小以及工艺情况合理的选用球刀,减少操机人员换锁嘴的次数以达到缩短加工时间的目的,以及注意事项 13、使用型腔铣参考刀具光分中台平面,大刀无法加工到位的局部平面,使用等高精加工陡峭区域,使用螺旋的进刀方式,中间没用进退刀,解决了许多机床加工工件时产生的进退刀纹路,确保精度和光洁度,特别适合高精密模具 14、平刀光平面及分中台2D刀轨火花位的加工方法以及注意事项 升级内容 三、骨位电极的加工 1、电极加工前工艺分析 2、开粗时适当多留一点余量,确保开粗和光刀时铜公不会变形 3、如何合理的选用刀具2次开粗以及注意事项 4、如何选择球刀、精加工较薄铜公的异形面以及注意事项 5、合理的选择平刀精加工超薄铜公;采用合理的切削方式以及注意事项 四、复杂铜公以及常见加工的一些注意的地方 1、球刀走曲面与等高铣接刀注意事项 2、小孔开粗经验 3、利用辅助体协助刀路优化 4、刀路生成时产生无效曲面的原因分析与解决方案 5、大曲面做中粗程式,提高曲面精加工精度与光洁度 6、保护锐角的方法 7、使用平底刀加工曲面的加工经验 8、立体电极的介绍以及加工要求说明 9、如何定义多面加工的加工坐标 10、如何查看多面加工电极刀轨是否重叠或者遗漏 11、夹具在多面加工中的重要性 12、多面加工对于薄壁电极的帮助 13、固定轴与固定轴清根的应用 |
| 工厂实际钢料案例教学 | 课程内容 一、简单模具加工实例 1、了解模具常用钢材:NAK80,S136 ,P20,45#,718,Cr12等 2、了解前模、后模以及斜顶、镶件等的加工工艺介绍 3、外观、装配以及模口、扣位的介绍 4、高速加工的小加工刀具和小放电余量 5、虎口的加工要求以及避空分模面的解释 6、钢材加工与电极设计之间的配合与交接 7、利用颜色区分平面、曲面或者其它重要位置 8、刀路优化的技巧(辅助体、边界等) 9、试刀、接刀、点数等工厂工艺解释 二、复杂模具加工实例 1、 后模复杂形状的修补对加工的帮助 2、辅助体加工需要注意事项和防止过切 3、清角刀路的优化与等高的区别 4、参考刀具路径的优点及刀路安全性判定 5、接刀的使用 6、漏加工的检查方法 7、余量的设置与机床的关系 8、行位的取数方法与加工经验 三、淬火模具加工实例 1、了解外观、装配以及模口、扣位的介绍 2、高速加工的小加工刀具和小放电余量 3、虎口的加工要求以及避空分模面的解释 4、淬火工艺的加工余量设置 5、淬火材料的加工难点 6、淬火材料加工、使用毛坯余量,参考刀具路径和参考残留模芯的方法 升级内容 四、模架的加工方式和注意的地方 1、模胚的加工工艺和加工重点 2、模胚行业的专用刀具和工具介绍 3、公差、避空、AB板成型等工艺的介绍 4、直角、斜角的插角方法及刀具的选用 5、钻孔:标准钻、深度钻、啄钻的应用 6、倒角工艺的介绍 7、刀具补偿在模胚行业中的应用 五、其它模具加工工艺介绍 1、打印机模具 2、玩具模具 3、粗糙模具 4、大型汽车模具 5、双色模具 6、产品加工和夹具设计 7、钢料细槽加工 8、刻字加工 |
| 改模和工作中常见错误预防 | 课程内容 一、加胶减胶的说明 二、烧焊,镶件,降面,换料等工艺的说明和注意事项 升级内容 三、各类编程工作错误的汇总 |
| 后处理与宏参数设置的相关介绍 | 课程内容 后处理与宏参数设置的相关介绍 升级内容 无 |
| 电极设计部分 | 课程内容 一、电池盖电极设计重点 1、了解手机模具的外观、装配以及模口等 2、了解编程的死角和加工困难位置 3、了解放电的操作和精度相关的影响 4、模具在加工制造的过程中各个加工环节的分类与困难 5、手机模具拆电极的要求与注意事项 6、拆电极的先后顺序、电极的延伸位、安全位的详细解释 7、电极的基准台大小和开料要求 8、铜公的数量、加工效率和加工成本的讨论 9、粗、幼公的数量与火花位的确立 10、利用外挂拆电极并制作EDM放电图纸 11、明确放电注意事项和加工要求 12、镶件、斜顶的拆电极要求与注意事项 13、装配镶件、斜顶、顶针的后模系统大罩公的注意事项 14、火花纹的讲解与蚀纹的区别 15、电极的干涉检查方法与遺漏检查方法 16、雕刻工艺在手机模具中的应用 二、中壳电极设计重点 1、拆公的先后顺序 2、底壳的外观面区公和立体电极的拆法 3、立体电极的好处与加工方法 4、前模B类外观面的电极拆法 5、线割工艺在电极中的应用与优化 6、大罩公、大身公在后模中的拆法和注意事项 7、斜顶、镶件等其它在拆公中的拆法与注意事项 8、后模电极数量过多,防止漏拆的方法 9、大身公与行位配合铜公的介绍 10、骨位电极的补强与加工 升级内容 三、大型模具的电极设计 1、 拆公的先后顺序 2、 石墨工的材质特点 3、 石墨工的拆法,锣法,以及需要注意的地方 4、 石墨工的优缺点 5、 拆公和刀具长度的取舍 6、 拆公范围的大小如何确定 4、前模外观面的电极拆法 5、线割工艺在电极中的应用与优化 7、斜顶、镶件等其它在拆公中的拆法与注意事项 8、后模电极数量过多,防止漏拆的方法 9、大身公与行位配合铜公的介绍 10、骨位电极的补强与加工 四、汽车模的电极设计 1、了解汽车模的要求以及精度 2. 拆公的先后顺序 3. 石墨工的材质特点 4. 石墨工的拆法,锣法,以及需要注意的地方 5. 石墨工的优缺点 6. 拆公和刀具长度的取舍 7. 拆公范围的大小如何确定 8. 前模外观面的电极拆法 9. 线割工艺在电极中的应用与优化 10. 斜顶、镶件等其它在拆公中的拆法与注意事项 11. 后模电极数量过多,防止漏拆的方法 12. 大身公与行位配合铜公的介绍 13. 骨位电极的补强与加工 |
| 毕业总结和应聘技巧 | 课程内容 毕业总结和应聘技巧 升级内容 无 |